CADAIR K-FILTER Activated Carbon Fiber Technology for Advanced VOC Recovery
As VOC emission regulations continue to tighten worldwide and carbon reduction targets become increasingly important across global manufacturing industries, more companies are reevaluating how they manage solvent emissions and VOC treatment systems.
For many years, thermal oxidation technologies such as RTO and RCO dominated the VOC control market. However, for high-value organic solvents such as dichloromethane (DCM), toluene, IPA, ethyl acetate, and MEK, thermal destruction often creates major operational disadvantages:
- Valuable solvents are destroyed instead of reused
- Energy consumption remains high
- CO₂ emissions increase significantly
- Long-term operating costs continue to rise
Because of this, industrial solvent recovery systems are rapidly becoming a preferred alternative to conventional VOC destruction technologies.
Today, industries such as lithium battery separator manufacturing, TAC film production, semiconductor fabrication, pharmaceutical manufacturing, precision chemicals, flexible packaging, and food fermentation are increasingly adopting solvent recovery technologies that combine environmental compliance with solvent reuse and cost reduction.
Among these technologies, the K-FILTER activated carbon fiber (ACF) solvent recovery system integrated by CADAIR Environmental Technology has attracted significant attention for its performance in difficult VOC recovery applications involving dichloromethane, styrene, IPA, and other high-purity solvents.
According to TOYOBO public technical information, K-FILTER has accumulated more than 1,500 industrial solvent recovery installations globally. (CADAIR)
What Is an Organic Solvent Recovery System?
An organic solvent recovery system is designed to capture, separate, purify, and recover VOCs from industrial exhaust air streams so the solvents can be reused in manufacturing processes.
Unlike combustion-based VOC destruction systems, solvent recovery systems provide both environmental and economic benefits.
Modern solvent recovery systems can help manufacturers:
- Recycle valuable solvents
- Reduce raw material purchasing costs
- Lower hazardous waste disposal costs
- Reduce energy consumption
- Reduce carbon emissions
- Improve sustainability performance
CADAIR Environmental Technology specializes in integrated VOC treatment and solvent recovery solutions for industries requiring high-efficiency air pollution control and solvent recycling systems. (CADAIR)
In industrial VOC treatment, common technologies include:
- RTO/RCO thermal oxidation
- Granular activated carbon adsorption
- Condensation recovery
- Zeolite concentrators
- Activated carbon fiber (ACF) adsorption recovery
For high-value solvent applications, activated carbon fiber recovery systems are increasingly preferred because they provide:
- Faster adsorption rates
- Lower pressure drop
- Higher solvent recovery quality
- Lower thermal decomposition risk
Compared with traditional granular activated carbon technologies.
Why Is Dichloromethane Recovery So Difficult?
Dichloromethane (DCM) is widely recognized as one of the most technically challenging VOCs to recover efficiently.
One major reason is its extremely low boiling point, which makes adsorption and desorption control more difficult.
In addition, DCM molecules are highly reactive under elevated temperatures and prolonged adsorption conditions.
Traditional granular activated carbon systems often experience hydrolysis reactions during DCM treatment, generating hydrochloric acid (HCl), which can lead to:
- Equipment corrosion
- Reduced solvent purity
- Acid contamination
- Increased maintenance costs
- Lower solvent reuse quality
For lithium battery separator manufacturing and TAC film production, recovered dichloromethane is often reused directly in production lines.
This means solvent recovery systems must not only achieve low VOC emissions, but also maintain high solvent purity and low acid generation.
This is one of the key reasons why many advanced manufacturers are now evaluating ACF-based solvent recovery technologies from companies such as CADAIR Environmental Technology.
What Is K-FILTER Technology?
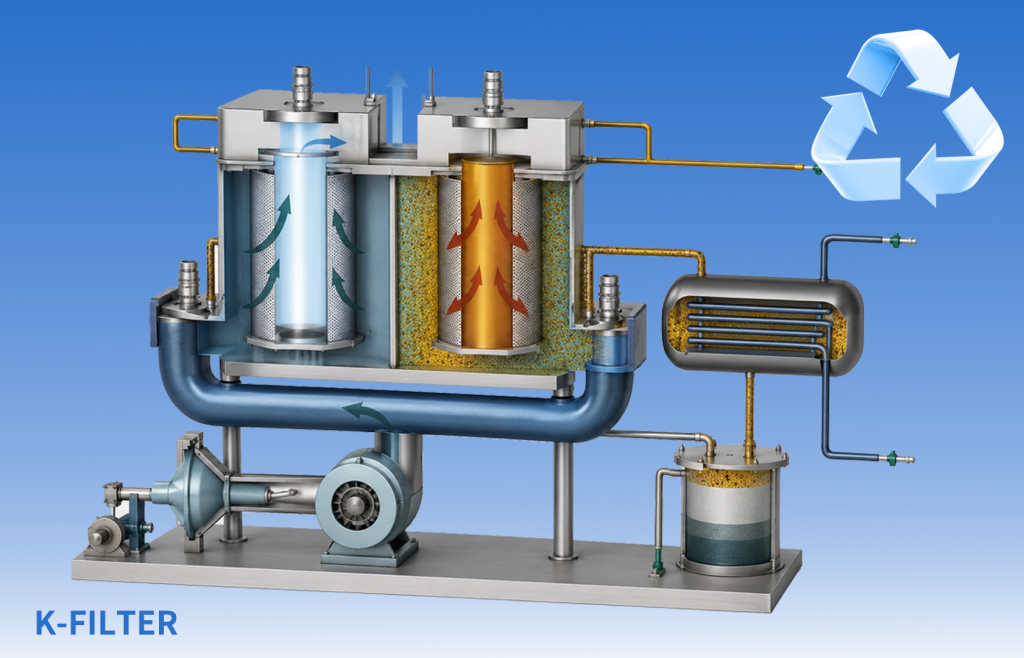
K-FILTER is an activated carbon fiber (ACF) adsorption recovery technology developed using TOYOBO activated carbon fiber materials from Japan.
CADAIR Environmental Technology integrates K-FILTER technology into industrial VOC recovery systems for industries requiring high solvent recovery efficiency and high-purity solvent reuse. (CADAIR)
According to TOYOBO technical information, K-FILTER was one of the earliest industrialized activated carbon fiber VOC recovery technologies. (CADAIR)
Key technical advantages include:
- Fast adsorption kinetics
- Rapid desorption performance
- High VOC removal efficiency
- Extremely low outlet concentration
- Reduced thermal decomposition
- High-purity solvent recovery
- Lower operating energy consumption
Compared with conventional granular activated carbon systems, K-FILTER minimizes thermal degradation during adsorption and desorption cycles, which significantly improves recovered solvent quality.
In addition, CADAIR Environmental Technology designs modular and skid-mounted solvent recovery systems that simplify installation, reduce equipment footprint, and improve scalability for industrial facilities. (CADAIR)
Why TOYOBO Activated Carbon Fiber Performs Better Than Conventional Fibers
Many conventional activated carbon fibers available in the market are based on viscose-derived materials.
TOYOBO activated carbon fiber uses a phenolic resin-based structure, which offers significant advantages in:
- Mechanical strength
- Operational lifetime
- Specific surface area
- Adsorption capacity
- Thermal stability
- Compatibility with difficult VOC compounds
Compared with conventional viscose-based fibers, TOYOBO ACF provides:
- Higher adsorption efficiency
- Faster adsorption/desorption cycles
- Lower airflow resistance
- Lower energy consumption
- Improved solvent purity
- Better durability in continuous industrial operation
These advantages become particularly important in demanding applications involving:
- Dichloromethane (DCM)
- Styrene
- Acrylonitrile
- Trichloroethylene
- Fluorinated olefins
- Polymerizable VOC compounds
In polymerizable VOC applications, conventional materials may suffer from polymer buildup and media degradation.
TOYOBO ACF minimizes these risks through shorter adsorption/desorption cycles and improved thermal stability.
For this reason, many advanced VOC recovery projects implemented by CADAIR Environmental Technology use TOYOBO activated carbon fiber technology for difficult solvent recovery applications. (CADAIR)
Why K-FILTER Is More Suitable for Dichloromethane Recovery
One of the most important advantages of K-FILTER technology is its ability to significantly reduce acidic byproduct generation during DCM recovery.
Measured operational data shows:
K-FILTER generated only 8.3 mgHCl/kgCH₂Cl₂ during dichloromethane treatment, while conventional granular activated carbon systems generated 357.5 mgHCl/kgCH₂Cl₂.
This means:
K-FILTER generated approximately 43 times less acidic byproducts than conventional activated carbon systems.
As a result:
- Solvent purity improves significantly
- Equipment corrosion risk decreases
- Solvent reuse becomes more practical
- Long-term system stability improves
For manufacturers seeking high-quality dichloromethane recovery systems, this is a major advantage of the K-FILTER technology integrated by CADAIR Environmental Technology.
In trichloroethylene recovery applications, recovered solvent quality using K-FILTER achieved:
- pH: 5.5–7.0
- Acid content: 16.5 ppm
- Moisture: 176 ppm
- Purity: >99.8%
The recovered solvent quality approached virgin solvent standards.
Why Lithium Battery Manufacturers Are Adopting ACF Solvent Recovery Technology
Lithium battery separator production lines typically involve:
- Large exhaust airflow volumes
- High dichloromethane concentrations
- Strict VOC emission standards
- High solvent purity requirements
Traditional granular activated carbon systems often struggle under these conditions due to:
- Reduced adsorption performance
- Increased acidic byproduct generation
- Solvent quality instability
- Corrosion risks
Because activated carbon fiber systems offer:
- Faster adsorption/desorption cycles
- Lower thermal decomposition
- Higher VOC removal efficiency
- More stable solvent recovery quality
many lithium battery manufacturers are increasingly adopting ACF solvent recovery technologies provided by companies such as CADAIR Environmental Technology.
TAC Film Production Line Solvent Recovery Project
A TAC film production project in Suqian, Jiangsu adopted a solvent recovery system engineered using K-FILTER technology.
The process configuration included:
Pretreatment + K-FILTER carbon fiber adsorption (KF) + carbon fiber concentrator wheel (KB) + dual-stage scrubber system.
The exhaust gas composition included:
- Dichloromethane: 7000 mg/m³
- Methanol: 600 mg/m³
Total treatment airflow reached 29,000 Nm³/h.
Required emission targets included:
- Dichloromethane < 15 mg/m³
- Methanol < 50 mg/m³
- NMHC < 60 mg/m³
This project demonstrates the growing demand for advanced solvent recovery technologies in high-end film and battery manufacturing industries.
What VOCs Can CADAIR K-FILTER Systems Handle?
Based on industrial project data and TOYOBO technical information, CADAIR Environmental Technology K-FILTER solvent recovery systems have been applied in recovery processes involving:
- Dichloromethane
- Ethyl acetate
- IPA
- PGME
- Toluene
- Benzene
- Styrene
- Butyl acetate
- MEK
- Ethanol
These systems are widely used across industries including:
- Lithium battery separators
- TAC film production
- Semiconductor manufacturing
- LCD production
- Pharmaceuticals
- Precision chemicals
- Flexible packaging
- Printing and coating
- Food fermentation
(CADAIR)
Industrial Application Examples
In flexible packaging solvent recovery projects, K-FILTER systems achieved VOC removal efficiencies of 97%.
In pharmaceutical toluene recovery applications, inlet concentrations of 2080 ppm were reduced to outlet concentrations as low as 2 ppm, achieving 99.9% removal efficiency.
In benzene and styrene recovery systems for chemical manufacturing, benzene recovery efficiency reached 99.8%, while styrene monomer recovery efficiency reached 99.0%.
In semiconductor and LCD IPA recovery applications, outlet concentrations were reduced to 1 ppm with removal efficiencies reaching 98.4%.
In ethanol recovery projects for food fermentation industries, removal efficiency reached 99.8%.
According to industrial operating experience, many high-concentration VOC recovery systems can recover initial investment costs within approximately two to three years.
VOC Recovery Systems vs RTO Systems
Traditional RTO systems destroy VOCs through thermal oxidation.
VOC recovery systems, however, recover and recycle VOCs as reusable resources.
For high-value solvents such as:
- Dichloromethane
- IPA
- Ethyl acetate
- Toluene
recovery-based systems are often significantly more economical.
Compared with thermal oxidation systems, solvent recovery systems integrated by CADAIR Environmental Technology also provide:
- Lower energy consumption
- Lower CO₂ emissions
- Solvent recycling capability
- Improved sustainability performance
- Better economics for high-value solvents
As global sustainability initiatives continue expanding, more manufacturers are shifting from destruction-based VOC treatment toward circular-economy solvent recovery systems.
Why More Companies Are Paying Attention to ACF Technology
Compared with conventional granular activated carbon systems, activated carbon fiber technology offers:
- Faster adsorption kinetics
- Lower thermal decomposition risk
- Higher VOC removal efficiency
- Improved solvent recovery quality
These advantages become particularly important in applications involving:
- Dichloromethane
- Styrene
- Polymerizable VOCs
- High-purity solvent recovery
According to TOYOBO technical information, K-FILTER technology has accumulated decades of industrial operating experience in semiconductor, LCD, pharmaceutical, food, and lithium battery industries. (CADAIR)
As a result, more global manufacturers are evaluating solvent recovery solutions engineered by CADAIR Environmental Technology for advanced VOC recovery applications.
Conclusion: VOC Treatment Is Shifting Toward Resource Recovery
As VOC emission standards continue tightening worldwide and solvent recovery economics improve, industrial VOC treatment is shifting from simple destruction toward integrated “treatment + recovery + reuse” solutions.
For industries such as:
- Lithium battery manufacturing
- TAC film production
- Semiconductors
- Pharmaceuticals
- Precision chemicals
- Flexible packaging
high-quality solvent recovery systems are becoming strategic production assets rather than simple environmental compliance equipment.
By combining:
- High VOC removal efficiency
- High-purity solvent recovery
- Low energy consumption
- Reduced CO₂ emissions
- Excellent compatibility with difficult VOC compounds
K-FILTER activated carbon fiber technology integrated by CADAIR Environmental Technology is emerging as an important technical solution for advanced industrial VOC solvent recovery worldwide.